Compact & Modular Furniture Solutions (Set A)
Explore our highly customized, eco-friendly modular furniture units engineered to maximize spatial efficiency without compromising on aesthetics or structural durability.







The Strategic Evolution of Modern Compact Storage
Rapid urbanization, escalating global commercial lease rates, and the systemic shift toward hybrid work environments are driving the industrial transformation of space management. Discover the critical technological trajectories shaping the market.
Smart IoT Integration
Modern compact storage has evolved beyond passive cabinetry. High-end systems now feature electronic biometric locks, automated motorized height adjustments, and embedded tracking sensors. These features integrate seamlessly with enterprise facility management platforms to analyze real-time spatial utilization metrics.
Circular Material Economics
Global enterprises are prioritizing ESG compliance. Modern manufacturing utilizes FSC-certified timber, rapidly renewable bamboo, and zero-VOC waterborne finishes. Modular assemblies are engineered for simple disassembly and recyclability, greatly reducing lifetime carbon footprints.
Dynamic Modularity
Static furniture limits organizational agility. Leading developers utilize multi-functional units, such as fold-away workspaces, telescoping shelving, and stackable modular frameworks. These components allow environments to reconfigure instantly from high-density file storage to dynamic co-working zones.
Navigating Procurement Challenges in Global Markets
Procuring commercial-grade modular systems across international borders involves complex supply chains, strict compliance codes, and variable manufacturing standards. Working with a vertically integrated manufacturer helps mitigate these key operational vulnerabilities.
Optimizing Container Volumes (CBM Reduction)
High shipping rates require optimal cargo configurations. Top manufacturers utilize Flat-Pack and Knock-Down (KD) hardware design strategies. These systems minimize structural dead space during transport, allowing global supply chains to reduce shipping costs by up to 40% per container, while keeping local site assembly processes simple.
Custom OEM/ODM Engineering & Tooling
Standard catalog offerings rarely meet the spatial constraints of modern building footprints. Leading B2B suppliers resolve this by providing comprehensive design-for-manufacturability (DFM) reviews, quick custom prototyping, and in-house tooling capabilities. This turns layout challenges into production-ready modular configurations.
Macro Space Optimization Across Key Sectors
Different sectors face distinct spatial challenges. Scalable compact storage architectures help optimize density, access, and workflow efficiency across diverse industries.
Enterprise Workplaces
As companies transition to hybrid schedules, fixed cubicles are giving way to agile neighborhoods. Smart personal lockers, mobile pedestal desks, and modular meeting pods optimize footprints while providing workers with functional spaces for collaboration and secure storage.
Premium Hospitality
Hotels and luxury resorts require sleek, unobtrusive storage solutions that blend with high-end decor. Integrated, hidden storage systems, space-saving built-in vanity units, and multipurpose furniture pieces maximize guest room space without compromising aesthetics.
Residential & Mixed Use
High-density residential projects require smart built-in storage. Custom wardrobes, space-saving bed systems, and multifunctional dining options help developers convert limited footprints into highly functional living environments.
About Foshan GranTree Furniture Co., Ltd.
Foshan GranTree Furniture Co., Ltd. is a leading furniture manufacturer with over 20 years of experience in the industry. Over the years, we have earned the trust of numerous renowned brands, national institutions, and global partners, thanks to our commitment to quality, innovation, and reliability.
At GranTree, we are more than just a furniture manufacturer — we provide a full-chain, end-to-end supply chain solution for the furniture industry. Our services cover every stage of the process, including R&D design, material sourcing, production, quality inspection, and logistics, offering clients a seamless one-stop solution.
Our professional team prioritizes close collaboration with clients, taking the time to thoroughly understand specific requirements and deliver customized, high-quality furniture solutions that meet diverse needs. Equipped with a 163,000 m² modern production facility and a highly skilled workforce, GranTree has the capacity to manage large-scale orders efficiently, ensuring precision, consistency, and timely delivery.
We continually invest in research and innovation to stay at the forefront of furniture trends, blending functionality, aesthetics, and sustainability in every product. From luxurious hotel furniture to stylish residential and commercial pieces, GranTree is dedicated to turning your ideas into reality.
"From concept to delivery — GranTree is your trusted partner in full-chain furniture manufacturing."

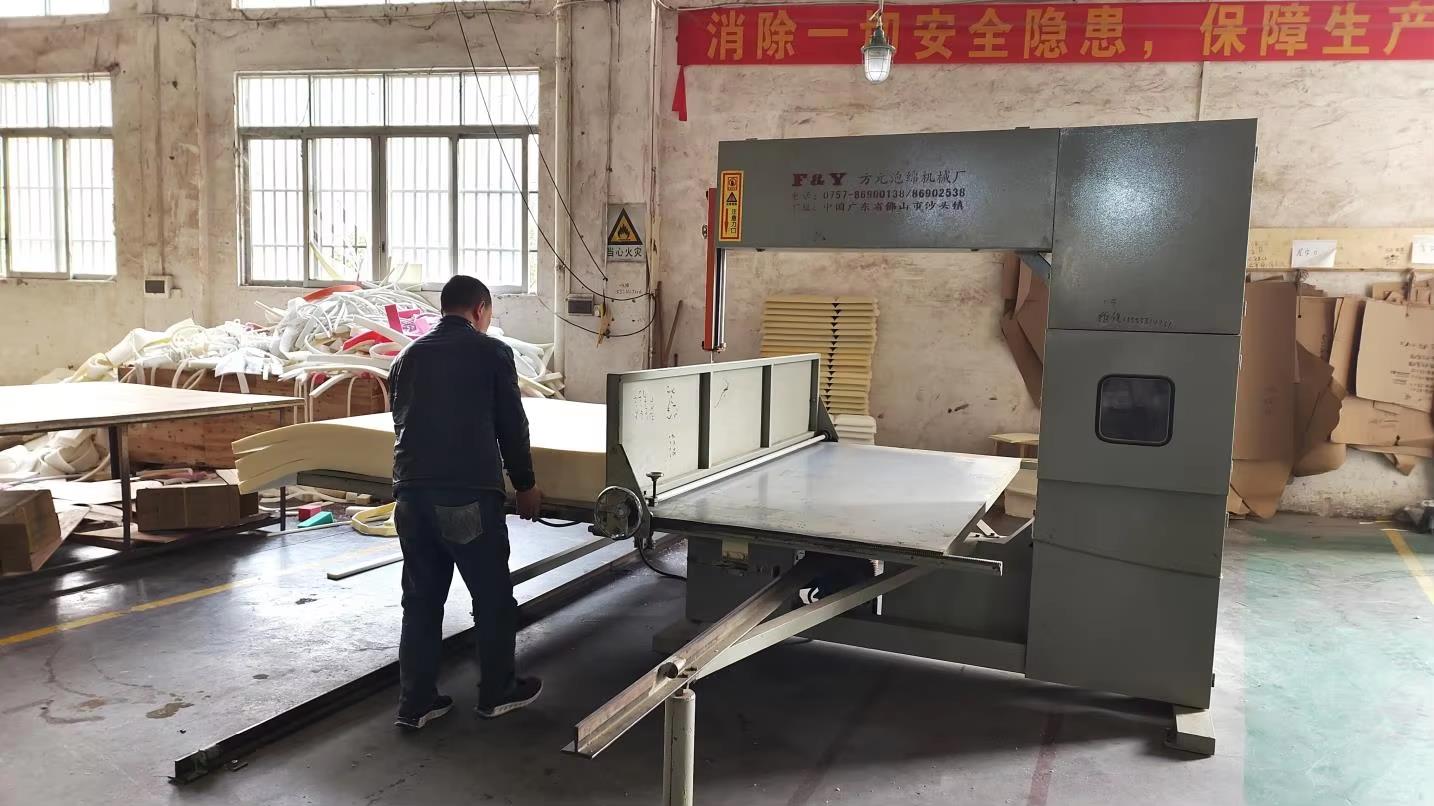
Fully Integrated Production Processes & Heavy Machinery
Our 163,000 m² state-of-the-art facility uses precise automation and experienced craftsmanship to ensure every modular component meets strict international standards.












Localization Support & Compliance Standards
We manufacture our furniture systems to meet the strict regulatory codes of major international destination markets.
BIFMA / EN Structural Integrity
Our products undergo rigorous load capacity, cycle fatigue, and impact testing. This ensures all modular components meet or exceed ANSI/BIFMA X5.9 commercial furniture standards and EN 12521 structural safety requirements.
EPA TSCA & CARB Compliance
All engineered wood substrates comply with California Air Resources Board (CARB) Phase 2 and US EPA TSCA Title VI standards. This limits formaldehyde emissions to clean, safe levels suitable for school and hospital environments.
FSC Wood Custody Control
Our wood materials are sourced from responsibly managed forests. This provides a transparent custody path from sustainable timber harvests through raw processing to final product assembly.
The Next Decade: Tech Integration in Furniture Systems
Our engineering team is focused on integrating smart technologies directly into modular furniture designs.
Self-Reconfiguring Kinematic Assemblies
We are developing motorized, sensor-controlled modular components that change layout dynamically based on occupancy schedules. This helps corporate spaces transition quickly from open co-working offices to private conference zones.
Carbon-Negative Core Composites
We are testing advanced agricultural-waste binders and mycelium-based structures to replace traditional particleboard. This innovation aims to deliver high-density storage panels with a net-negative carbon footprint.
Compact Storage Procurement & Engineering FAQ
Common technical questions regarding custom commercial-grade storage engineering, global distribution logistics, and installation compliance.
What is the typical lead time for custom B2B production volumes?
Standard OEM production runs take 30 to 45 days from technical drawing approval and deposit receipt. Custom tooling or specialized material runs may require an additional 10 to 15 days, which is detailed during the initial design phase.
How do you ensure structural safety and avoid tip-over hazards in tall storage units?
All storage units exceeding specific height-to-depth ratios include heavy-duty wall-anchoring systems and counter-weighted bases. In addition, our interlock systems prevent multiple heavy drawers from opening at the same time to avoid tipping.
Can you manufacture furniture that meets specific local fire-retardant standards?
Yes. We source certified foam, upholstery fabrics, and laminates that comply with local flammability standards, such as California Technical Bulletin 117 (TB117) for the US market and BS 5852 for the UK market.
Do you support full-scale custom design-to-cost (DTC) workflows?
Yes. Our design team can modify material specifications, structural joints, and hardware features to meet your target cost-per-unit while maintaining required safety and performance standards.
Compact & Modular Furniture Solutions (Set B)
Explore the remainder of our commercial-grade collection, featuring outdoor spaces, eco-friendly retail displays, and high-end residential cabinet systems.








Connect with Our Space Optimization Engineers
Optimize your project footprint, request custom prototypes, or consult on technical specifications with our engineering team today.
Request A Technical Consultation