Featured Spatial & Furniture Integration Solutions

DA02-2 Under Desk Storage Box Hidden Drawer Organizer For Home Office Table Bedside Shelf Steel Container Slide Mounted
Learn More
Modern Accent Round End Table Solid Wood Living Room Decorative Side Table
Learn More
Nordic-style Light Luxury Eco-Friendly Upholstered Lambswool Fabric Three Seat Chesterfield Sofa Pumpkin-shaped Minimalist Sofa
Learn More
30m³/Day Containerized Packaged MBR Sewage Treatment Plant For Camping Grounds, RV Sites, Parks And Public Restrooms
Learn More
Fashionable Orthopedic Sofa Pet Bed for Large Dogs All-Season Waterproof Chew-Resistant Rectangle Furniture with Washable Cover
Learn More
Channel Tuft Headboard Bed, Decorative Accent Furniture
Learn More
Nordic Style All Steel Single Bed for Kid Bedroom Factory School Dormitory Apartment Residential Home Children Adult Furniture
Learn More
Best Seller Stackable Taupe Pp Plastic Garden Chair
Learn MoreGlobal Sourcing Demands for Professional Bedroom Lighting
In the hyper-competitive international hotel construction and high-end real estate markets, bedroom lighting procurement has shifted from standalone decorative fixtures to fully-integrated architectural illumination systems. Modern developers, electrical engineers, and interior designers require smart, energy-efficient solutions that not only match the aesthetic ethos of luxury suites but also satisfy stringent energy metrics like Title 24, LEED, and ErP. Sourcing directly from reputable factories in China allows global enterprises to customize optical parameters, color temperatures, and structural integration points while maintaining cost-effective economies of scale.
Architectural Customization
Enterprise buyers require customized extrusion lengths, specific finishes (like brushed brass, matte black, or powder-coated aluminum), and precise beam angles (15°, 24°, 36°) to align with localized architectural concepts.
Human-Centric Specifications
Maintaining Color Rendering Index (CRI) values above 90 Ra, and R9 red values above 50, is essential to ensure fabrics, skin tones, and room finishes appear natural and rich under warm nighttime ambient conditions.
Hotel Automation Integration
B2B procurement programs require universal compatibility with top-tier Guest Room Management Systems (GRMS) and protocols such as DALI-2, Casambi Bluetooth, Phase-cut TRIAC, and 0-10V dimming configurations.
Macro Industry Solutions: Bridging Light and Furniture Architecture
True innovation in bedroom design lies in the seamless convergence of functional furniture and technical lighting. As a leading furniture manufacturer with over 20 years of expertise, Foshan GranTree Furniture Co., Ltd. is at the forefront of this integration, partnering with elite Chinese lighting developers to fabricate bed frames, headboards, dressers, and bedside tables that come pre-wired and routed for high-end LED strip channels, driver cavities, and smart touch switches.
By providing a unified solution that links R&D design, precise CNC routing, flame-retardant electrical paths, and certified lighting fixtures, we resolve the common friction points between lighting suppliers and furniture factories. Sourcing pre-integrated luxury headboards (like our Channel Tuft Headboard Bed or Hilton Bedroom Furniture Set) eliminates site installation errors, reduces localized assembly costs, and guarantees that electrical cables and low-voltage drivers are hidden safely behind upholstered panels and solid wood frames.
Technical Roadmap & Future Outlook
The bedroom lighting sector is undergoing a massive paradigm shift fueled by Human-Centric Lighting (HCL) and IoT technologies. The technical roadmap highlights three essential developments that global procurers must prioritize:
1. Circadian Tunable White Systems
Advanced LED arrays that cycle from a cool, high-energy 6500K daylight simulation in the morning to an ultra-warm, low-blue-light 2200K amber glow at night. This mimics the body's natural sleep cycle, boosting guests' well-being in premium hotel suites.
2. Miniaturized & Dotless COB Strips
Transitioning from traditional SMD chips with visible hot-spots to ultra-high-density Chip-on-Board (COB) linear strips. These strips provide uniform, flawless diffused glow lines within thin aluminum channels routed directly into the bed frame's wood and fabric panels.
3. Wireless Power & Low Voltage Safety
Integrating 15W Qi2 wireless charging pads directly under wood veneers in end-tables, linked directly to Class 2 SELV (Safety Extra Low Voltage) drivers. This delivers power to mobile devices while ensuring the bedside environment remains fire-safe.
Enterprise Manufacturing: Foshan GranTree Furniture Co., Ltd.
Foshan GranTree Furniture Co., Ltd. is a leading furniture manufacturer with over 20 years of experience in the industry. Over the years, we have earned the trust of numerous renowned brands, national institutions, and global partners, thanks to our commitment to quality, innovation, and reliability. At GranTree, we are more than just a furniture manufacturer — we provide a full-chain, end-to-end supply chain solution for the furniture industry. Our services cover every stage of the process, including R&D design, material sourcing, production, quality inspection, and logistics, offering clients a seamless one-stop solution.
Our professional team prioritizes close collaboration with clients, taking the time to thoroughly understand specific requirements and deliver customized, high-quality furniture solutions that meet diverse needs. Equipped with a 163,000 m² modern production facility and a highly skilled workforce, GranTree has the capacity to manage large-scale orders efficiently, ensuring precision, consistency, and timely delivery.
We continually invest in research and innovation to stay at the forefront of furniture trends, blending functionality, aesthetics, and sustainability in every product. From luxurious hotel furniture to stylish residential and commercial pieces, GranTree is dedicated to turning your ideas into reality.
🌟 "From concept to delivery — GranTree is your trusted partner in full-chain furniture manufacturing."

Advanced Production Workflows & Precision Machinery
Our modern factory incorporates state-of-the-art automated equipment to ensure that raw materials—from premium lumber to high-grade leathers, dense sponges, and high-conductivity wiring harnesses—are fabricated with sub-millimeter precision. Below is an inside look at the specific production steps and machines utilized within our 163,000 m² facility:
Manufacturing Step-by-Step Pipeline

Cutting (Wood)

Laser Engraving (Wood)

Nailing the Frame

Cutting (Leather)

Sewing
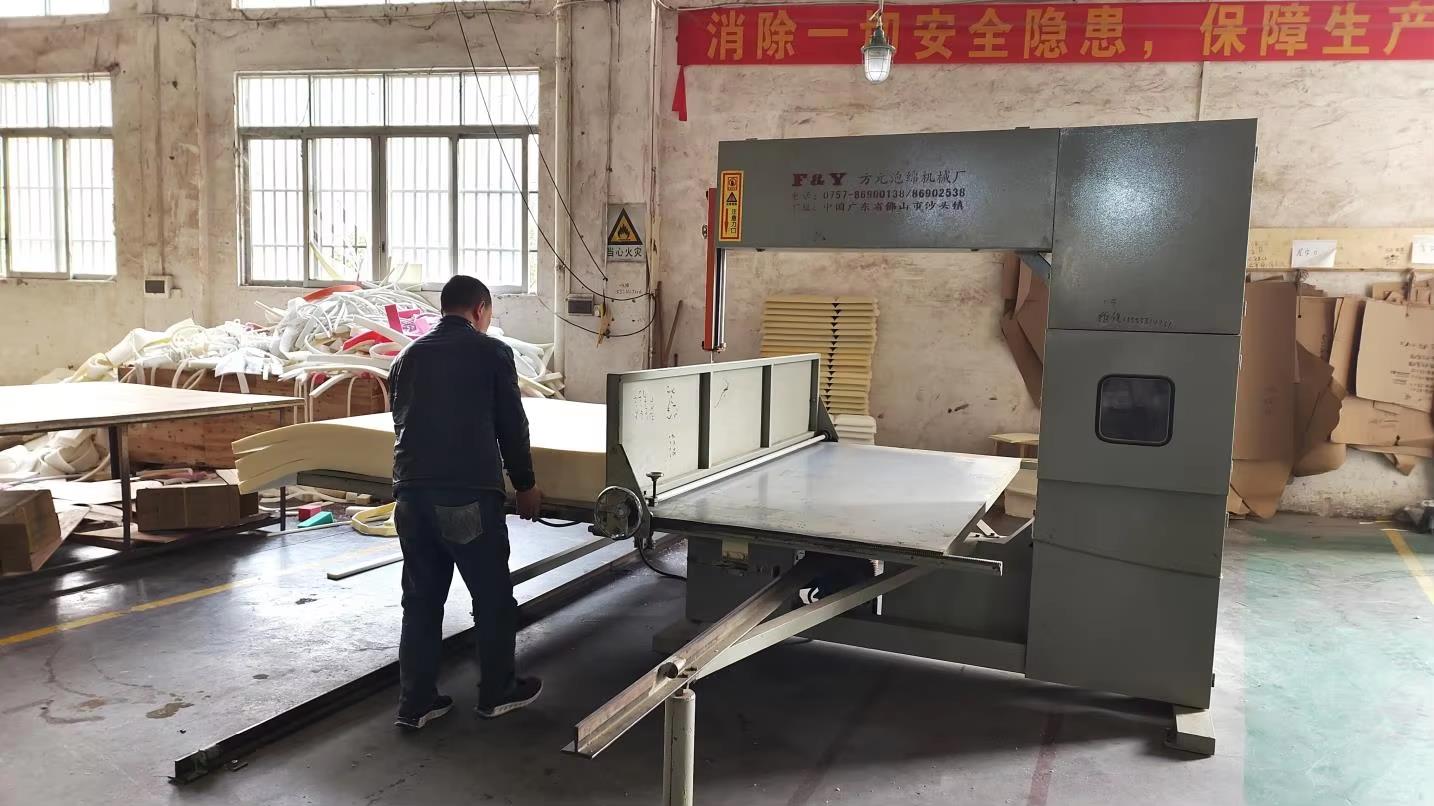
Cutting (sponge)

Pasting Sponge

Leather Assembling

Quality Inspection & Compliance Audit
Precision Machinery Inventory
Precision Saw

Engraving Machine

Leather Cutting Machine

Sewing Machine

Sponge Cutting Machine
Localization Support & Compliance Safeguards
Global commercial procurement projects must navigate a complex web of geographical standards and safety certifications. A premium bedroom lighting system or an integrated lighting-furniture package must meet specific local electrical and material standards before entering regional markets. Sourcing from Foshan GranTree ensures compliance at every stage of production:
North America (UL/cUL & FCC)
Lighting systems comply with UL 153 (portable luminaires) and UL 8750 (LED equipment safety). Furniture integrates CA117 flame-retardant foam, while control units adhere to FCC Part 15 regulations for electromagnetic interference.
European Union (CE, RoHS & ErP)
All power supplies and smart controls feature CE-LVD and CE-EMC certifications. Our products align with strict RoHS guidelines, guaranteeing the absence of lead and other hazardous chemicals, as well as ErP eco-design rules for energy efficiency.
Oceania (SAA & RCM)
Power plugs, high-frequency drivers, and integrated charging components carry SAA approval and the RCM mark, assuring safe installation and electrical compliance in Australian and New Zealand projects.
B2B Sourcing & Engineering FAQ
Q1: Can Foshan GranTree customize furniture panels to accept third-party lighting systems?
Yes. We routinely collaborate with client-specified lighting brands. Our R&D team analyzes your lighting fixtures' CAD files to route precise channels, pre-bore cable routing paths, and design ventilation cavities for LED drivers directly into wood elements, headboards, and bedside nightstands.
Q2: How does the factory manage heat dissipation for LED strips integrated into solid wood and upholstered headboards?
Safety is our highest priority. We use heavy-gauge anodized aluminum extrusion profiles as heat sinks. These profiles route directly into the wood substrate, preventing the LED strip from contacting the wood or fabric. The aluminum housing keeps the operating temperature of the LEDs below 45°C, extending the lifespan of the diodes and ensuring compliance with local fire regulations.
Q3: What are the minimum order quantities (MOQ) for custom OEM/ODM integrated bedroom furniture projects?
For standard OEM modifications, the typical MOQ is 30 units per product. For custom architectural developments or complex hospitality fit-outs (such as custom Hilton or Marriott bedroom sets), we assess requests based on project scale, generally starting at 1 standard 40ft container (HQ).
Q4: How do you verify the electrical safety of integrated lighting products prior to container loading?
Every integrated lighting unit undergoes a multi-stage testing protocol. This includes High-Voltage Insulation Testing (Hi-Pot), functional dimming performance analysis under full load, and ground-bond testing. All electronics are burnt-in for a minimum of 4 hours at the factory to detect and resolve infant mortality defects.
Q5: Are the materials used in GranTree Furniture eco-friendly and low-VOC?
Yes, environmental responsibility is central to our process. We source FSC-certified lumber, use eco-friendly water-based finishes, and select sustainable fibers like organic jute and natural wool. Our products conform to CARB Phase 2 and European E1 formaldehyde emission regulations, helping your project secure LEED ratings.
Q6: What is the typical lead time for production and delivery of large-scale B2B orders?
Depending on configuration complexity and volume, the production window ranges from 30 to 45 days after deposit confirmation and shop-drawing approval. Shipping transit times vary by destination, typically taking 18 to 25 days to North America and 28 to 35 days to Europe.
Expanded Global Sourcing Catalog

Bilido Casa Eco-Friendly Hotel Bedroom Furniture Set & Sustainable Wooden Furniture. Choose This Green Furniture Set for Hospitality
Learn More
La Petite Solid Wood Vintage Tea Cabinet Living Room Sofa Side Table Bedroom Study Decoration Display Storage Home Furniture
Learn More
Hilton Bedroom Furniture Set
Learn More
Natural Organic Jute Woven Texture Eco-Friendly Sustainable Couch Living Room Furniture
Learn More
Modern Cream Single Small Modular Sofa Vacuum Compressed Design for Hotel and Warehouse Use Simple Living Room Accessory
Learn More
[Factory Direct] Classic Black Iron Baby Cot with Decorative Ball Accents
Learn More
Luxury modern bedroom furniture bedroom wooden dresser
Learn More